كانبان
كانبان مأخوذه من كلمة (باليابانية: カンバン) وتعني ملصق يوضع على الحاوية أو الوعاء في خط الإنتاج أو في المخزن. يهدف إلى السيطرة علـى المواد والأصناف كماً وكيفاً .[1][2][3]
تتقارب فكرة متابعة تداول المواد والأجزاء بين المخازن وخطوط الإنتاج والموردين مع فكـرة السوبـر مـاركت ففي السوبر ماركت يقوم العميل باختيار صنف ما وعندما يتوجه لدفع الحساب يقوم الكمبيوتر بالتقاط السعر وبيان الصنف من على غلاف الصنف نفسه . تنتقل المعلومة آلياً إلى المخازن وعند بيع كمية محددة من هذا الصنف يرسل المخزن كمية بديلة إلى مكان العرض . تـُسجل أيضاً بالكمبيوتر عدد الكميات التي يتم سحبها من المخزن من نفس الصنف وعند وصول رصيد المخزون إلى حد معين يتم إخطار المورد لإرسال كمية بديلة .
ويتميز هذا النظام بالدقة والإتقان، ولا يحتاج لمكان تخزين طويل، وان العميل هو القاطرة التي تحركه وهى الفكرة التي طبقتها تويوتا بربط الإنتاج بطلبات العملاء وهو ما عرف باسم PULL SYSTEM
في نظام الوقت المحدد تستخدم بطاقة متابعة تداول وإنتاج الأصناف تسمى كانبان .
و هناك نوعان من كانبان : -كارت التداول . Pick up Kanban يستخدم للاستلام والتداول من المورد وبين الخطوط والمخازن .
-كارت تعليمات الإنتاج وتعليمات المواد Production Instruction Kanban وتستخدم لتحديد الكمية المنتجة وبياناتها الفنية .
و يمكن من خلال هذه البطاقات السيطرة على حركة المواد والوصول إلى أقل كم ممكن من المخزون في جميع المراحل .
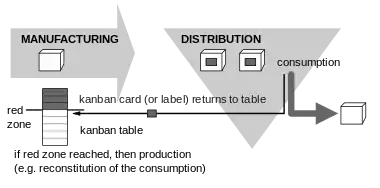
عرض مُبسط لكيفية عمل نظام كانبان
نظرا لأنه يتم التعامل مع عدد كبير من الأصناف في وقت واحد يتم تجهيز كمية محدودة من كل صنف لبدء الإنتاج ويتم استعاضة ما يتم استهلاكه فقط .
نفس المثال السابق ( مثال إنتاج ثلاث أنواع أ، ب، ج) : عندما يبدأ الإنتاج يقوم العامل بسحب الجزء (ج مثلا ) لاستخدامه في منتج أخر (ص) وذلك من صندوق الأجزاء ويقوم برفع الكارت الموجود مع الصندوق (كانبان التداول) ووضع الكارت في المكان المخصص لذلك .
يتم انتقال هذا الكارت على الفور إلى مكان إنتاج هذا الجزء ج لاستعاضة ما تم استخدامه .
يوجد على خط إنتاج هذا الجزء ج صندوق به كمية تم بالفعل إنتاجها ومُلصق على هذا الصندوق كارت تعليمات إنتاج هذا الجزء .
يتم سحب كارت تعليمات الإنتاج للجزء ج من الصندوق ولصق كارت تعليمات التداول وإرسال الصندوق إلى خط الإنتاج الأول (ص) مرة أخرى .
يتم تسليم كارت تعليمات الإنتاج الذي تم نزعه من صندوق الجزء ج إلي خط إنتاج الجزء ج على الفور .
يبدأ خط إنتاج الجزء ج على الفور في إنتاج كمية بديلة طبقا للمعلومات المُدونة بكارت تعليمات الإنتاج ولصق كارت تعليمات الإنتاج على هذا الصندوق مرة أخرى ووضع الصندوق في المكان المُخصص لإعادة تسليمه مرة أخرى .
تستمر هذه الدورة بصورة متصلة وانسيابية لهذا الجزء وجميع الأجزاء الأخرى بدون توقف حتى تمام الإنتاج .
يتم تطبيق نفس الآلية بين المُورد والعميل ( المُنتج ).
يتم استخدام نفس الأسلوب بين المورد والعميل (المُنتج )
منافع تطبيق هذا النموذج
وتطبيق هذا النموذج على العملية الإنتاجية يعود بمنافع عديدة على المؤسسة مثل : ·منع تراكم المخزون بين خطوط الإنتاج . ·تعليمات للإنتاج ومراقبة تداول المواد . ·أداة للمراقبة البصرية . ·يسهل اكتشاف أي جزء معيب ومعرفة ظروف إنتاجه . ·متابعة كافة خطوط الإنتاج وسرعة التدخل لحل أي مشكلات تواجهها .
ويمكن تطبيق مفهوم إنتاج كميات قليلة من كل خطوط الإنتاج على دفعات متتالية وذلك في كل الصناعات .
وليس من الضروري أن يكون أل كان بان في صورة كارت بل يمكن أن يكون في أي صورة أخري كمساحة محددة على الأرض خالية أو رف خالي أو حتى إشارة ضوئية أو اليكترونية أو أي صورة أخرى تناسب الغرض من استخدامها .
ولنجاح تطبيق فكرة كان بان يجب أن ترتفع مهارات جميع العاملين في كل خطوط الإنتاج لسرعة حل المشكلات في مهدها وقبل تطورها ومنع تكرار حدوثها لان منظومة العمل بنظام كان بان يمكن أن تؤدى إلى توقف كل الخطوط في حالة توقف أي من الخطوط الفرعية بسبب المشكلات .
و أصبح الموزعون جزء من نظام الإنتاج والذي يبدأ بتلقي الطلبات من الموزعين، وأصبح المـُوزع هو أول مرحلة في نظام كان بان من خلال إرسال الطلبات إلى المصنع .
وهذه العناصر تفتح الباب لمناقشة العنصر الثالث من مُقومات الإنتاج في الوقت المحدد وهو متابعة أداء المعدات وخطوط الإنتاج وسرعة إصلاح الأعطال ومنع المنتج المعيب .
مراجع
- Shingō, Shigeo (1989). A Study of the Toyota Production System from an Industrial Engineering Viewpoint. Productivity Press. صفحة 30. ISBN 0-915299-17-8. الوسيط
|CitationClass=تم تجاهله (مساعدة) - Cutler, Thomas R. (September 2006). "Examining Lean Manufacturing Promise". SoftwareMag.com. مؤرشف من الأصل في 26 مايو 2013. اطلع عليه بتاريخ 29 يناير 2013. الوسيط
|CitationClass=تم تجاهله (مساعدة) - Hopp, Wallace J. (Spring 2004). "To Pull or Not to Pull: What Is the Question?". Manufacturing & Service Operations Management: 133. الوسيط
|CitationClass=تم تجاهله (مساعدة)
 بوابة إدارة أعمال
بوابة إدارة أعمال بوابة اليابان
بوابة اليابان بوابة شركات
بوابة شركات بوابة صناعة
بوابة صناعة